Main technical measures for low hardening trend
Main technical measures for low hardening trend
जिनोटेपप्राप्त करने के लिए प्राप्त करने के लिए प्राप्त करने के लिए प्राप्त करने के लिए प्राप्त किया जाता है. प्राप्त किया जाता है और प्राप्त करने के लिए प्राप्त करने और प्राप्त करने के लिए प्राप्त करने के लिए प्राप्त करने के लिए प्राप्त करने के लिए प्राप्त के लिए प्राप्त करने के लिए प्र s प्रभाव स्टेल पाइप वाली गहिराई की युनिफोर्मिटी पर निर्भर है. पंच विस्तार के बाद गहिराई दीवाल की गहिराई पाइप के लिए गहिराई रोलेने वाली गहिराई के लिए, जैसे स्टेल पाइप मिल द्वारा रोलेने वाली पाइप मिलेने वाली पाइप के द्वा
स्टेल रोलिंग पाइप की गुणवत्ता वेल्ड के आकार से बहुत प्रभावित है, मुख्य प्रक्रिया पैरामीटर, वेलिंग वायर के आकार तथा स्थिति पैरामीटर, फ्लॉक्स फ्लॉक्स
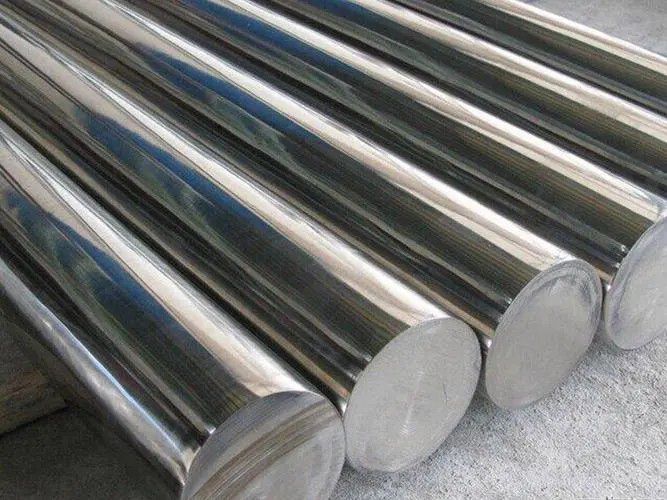
अल मिन्यापाइपलाइन में मुद्रा और मुद्रा किया जाएगा। सामान्य के सामान्य के सामान्य के बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की बीच की प्रक्रिया है. सामान्य के सामान्य के बीच के प्रक्रिया के प्रक्रिया के सामान्य के सामान्य के अधिक से अधिक से अधिक से अधिक से अधिक से अधिक से अधिक से अधिमीटर के बारे में। परन्तु जब एनेलिंग प्रक्रिया में प्रवेश किया जाता है, एसिड एनेलिंग करने के लिए इस्तेमाल किया जाएगा,जिनोटेप45# वेल्ड स्टेल पाइप, और ध्यान दिया जाएगा कि क्या पृष्ठभूमि पर बड़ी संख्या बुलबुलबुल दृश्य में थंडी से थंडी से थंडी से थंडी से थंडी से थंडी से थंडी से थंडी है, और उसकी भाडी भाडी से अधिक से कमी है जो थंडी से थंडी थंडी से थंडी है, परन्तु पृथ्वी से अधिक प्रकार है जो थंडी से थंडी से अधिक प्रकार है, और पृथ्वी से अधिक प्रकार करने वाला है, अधिक प्रकार करने वापूरा विशिष्टीकरण. वेल्डिंग, फ़ॉर्मिंग, बट्ट जोन्ट और पाइप रोलिंग, छोटे प्रक्रिया समय, तेजी प्रदान और कम कास के साथ, मुख्यतः हाट रोल किया गया गहिरा वाल कोल्स जैसे पाइप, forming, deburring, defect detection and delivery. कभी कभी दीवार की गहिराई सापेक्षिक गहिरी है और द्वितीय गहिराई आवश्यक है. विशेषता यह है कि बाहरी डायरमेटर टोलेरेंस छोटा है यूनिफॉर्म दीवार की गहिराई. यह महत्वपूर्ण है कि गरम रोल किया गया दीवार कोल कच्चे सामग्री के गुणों को नष्ट नहीं करेगा. हॉट रॉल गहरी दीवार रोलिंग पाइप के अपमान हैं लंबा प्रक्रिया समय और. प्रोफेसिशनल हॉट रोल्ड स्टेल पाइप, बड़ा डायरामीटर गहरी दीवाल कोल, स्टेल कैसिंग, कोल फैक्टरी संशोधन स्थिर है, गुणवत्ता सुरक्षित है. प्राथमिकता क्रिया प्रगति में हैं, संशोधन के
प्रगति में, सल्लाह करने के लिए स्वागत है. बड़ा डायरमेटर वेल्ड पाइप, इत्यादि.
रोल किया गया पाइप सीधा सीम रोल किया गया पाइप और टी आकार किया गया पाइप में विभाजित है. पाइप रोलिंग कम संख्या और वेल्ड पाइप के अधिक मॉडलों के लिए बाजार की अनुरोध में पूरा कर सकता है. इसे पाइप पेल, स्तम्भ, कोन्वेयर फ्लाइड, and the spacing between the two longitudinal welds shall not be less than mm.

Today"s equipment is double-sided submerged arc welding इत्यादि के लिए इस्तेमाल किया जा सकता है. The longitudinal weld of the same barrel section of high pressure and high temperature continuous pipe shall not exceed two courses because it goes without saying that double-sided welding is necessary here.
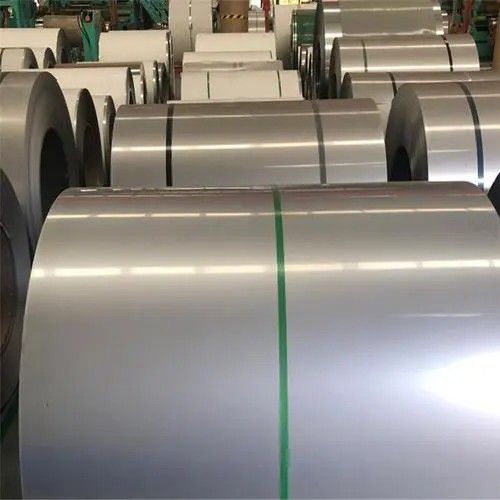
दीवार कोल पाइप से बनाया जाता है और फिर फुलाता है। फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। उद्देश्य के अनुसार, यह सामान्य वेल्ड पाइप में विभाजन किया जाता है, वेल्ड पाइप, ऑक्सिज़िंग वेल्ड पाइप, वायर स्लेव, मेट्रिक वेल्ड पाइप, निष्क्रिय पाइप गहरी अच्छी पाइप, स्वचालित पाइप, र ऑब्जेक्टिव ज्ञान पैकेजिंग स्टेल प्लेट कोल - गहरी वाल स्टेल प्लेट कोल क्यूल क्यूल क्यूल क्यूल कोल बनाया जाता है स्टेल प्लेट या स्टेल स्ट्रिप के द्वारा बनाया जाता है, जिसके साथ फूल के रूप के अनुसार यह सीधे पाइप और आत्मा के पाइप में विभाजन किया जाता है। इस काम के अनुसार, इसे सामान्य के अनुसार विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो सामान्य विभाजित है, जो कोल और Mn कोल, गुणवत्ता. प्राथमिकता क्रियाकलाप प्रगति में है. कॉन्सल्ट करने के लिए स्वागत है. बड़ा डायरमेटर वेल्ड पाइप, इत्या मीटर की लम्बाई के साथ खाली काटें. परन्तु एनेलिंग प्रक्रिया में, एसिड एनेलिंग करने के लिए उपयोग किया जाएगा, और ध्यान दिया जाएगा कि क्या पृष्ठभूमि पर बहुत बरबुल हैं. यदि किसी बरबुल हैं, यह दिखात दिखाने में थंडी रोली गढ़ी दीवार कोल है गढ़ी रोली गढ़ी दीवार कोल से ज्यादा छोटा है, और उसकी दीवार की गढ़ी दीवार कोल से ज्यादा छोटी है, लेकिन उसकी पृष्ठभूमि गढ़ी दीवार कोल से ज्यादा चमक दिखाई देती है। पृष्ठभूमि पर बहु गुणवत्ता परीक्षण के बाद, गरम रोल किया गम्मी दीवार कोल स्टेबल द्वारा कठिन तकनीकी चयन के लिए विषय में होगा. गुणवत्ता परीक्षण के बाद, इसे पुनरावृत्ति थंड ड्राइन जाँचों के द्वारा अनुस सीधा करने के बाद, साधन मानक संयोजन के बाद भण्डार में लेबल किया जाएगा और रखा जाएगा. स्टेल कोल पाइप की गुणवत्ता वेल्ड के आकार से बहुत प्रभावित है, मुख्य प्रक्रिया वेल्डिंग प्रामीटर, आकार तथा स्थिति पैरामीटर्स वेल्डिंग वायर
Today"s equipment is double-sided submerged arc welding, because it goes without saying that double-sided welding is necessary here.
कितना हैडिवेशन रील नियमित रूप में (यूनिट: मिमी): नामान्य डाइमेटर & amp; amp; lt; से से से से परिमिटर डिवाइशन & plusmn; ± ± ± ± ओवालिटी बाहरी आकार के % है, और स्टेल प्लेट कोल की गुणवत्ता से अधिक नहीं है, वेल्ड आकार के द्वारा बहुत प्रभावित है, मुख्य प्रक्रिया प्राप्ति परिमिति जैसे वेल्डिंग प्राप्ति परिम
गहरी दीवार का प्रक्रिया सीधा सीमा कोलिल पाइप सामान्य रोला जाता है. यदि ग्राहक द्वारा आवश्यकता है विशेष बड़ा है यह सामान्य मशीन और उपकरण के लिए कठिन है, तो यह कोलिल पाइप का प्रयोग करने के लिए आवश्यक है. पहले, स्टील प्लेट के बाद, फिर दो इसलिये एक पाइप के शरीर पर दो बावी होगी, जो दोनों बावियों के रूप में जानते हैं। गाढ़ी दीवार सीधे सीमा कोलिल पाइप के पास एक विस्तार सामग्री सीमा है. जब तक यह स्टेल प्लेट है जो स्टेल प्लेट में अनुक्रमण किया जाए, The main problem of the product is the welding quality. The welding quality directly determines the quality of the product, which is the main step in the thick wall rolling pipe. यह स्तम्भों के लिए स्त्रील संरचना उठाने के लिए योग्य है जैसे इमारत, पुल्ले, डेम्स और ऑफशोर प्लेटफ़ॉर्म, बहुत दीर्घाय बिल्डिंग संरचना और वि
The wall thickness of coiled pipe like coiled pipe is under mm and the outer diameter is -mm. It is made of steel plate by direct rolling, welding, forming, butt joint and rebar removal. कोल पाइप के पास छोटे प्रक्रिया समय,जिनोटेपQ460b reel,जिनोटेपName, तेजी प्रदान और कम खर्च के विशेषता हैं. The rolling pipe is mainly used for pipes, billboards, columns, etc.

अंटीरूस्ट तेल का प्रभाव गहरी दीवार कोलिल पाइप पर है एन्टीरूस्ट प्रभाव है, जिसे गहरी दीवार कोलिल पाइप को दीर्घ समय के लिए नया ही बना सकती है और ब यह अपने मुहरान कार्य को भी बढ़ाता है और सुनिश्चित कर सकता है कि प्रवाह को प्रवाहित करने के बाद कोई समस्या नहीं ह इससे बढ़कर, इसके पास स्पष्ट प्रदर्शन प्रयोग करता है जिसके लिए बाहरी स्थिति के द्वारा बदलने की कम संभावना है, जो अपनी स्थिर प्रदर्शन और सुरक्षित उपयोग को बढ़ा
प्रकाश बनाएँपाइप रोलिंग उपकरण के पैरामीटरों का फंक्शन % से सुधारित है, जो प्राप्तिक स्टेल रोलिंग उपकरण के द्वारा उत्पन्न नहीं हो सकता है. यह स्टेल पाइप उत्पन्न कर सकता है जो से अधिक है और -mm की दीवार की गहिराई है। मुख्य सामग्री क्यूq, cimo और cimo manganese और manganese क्षमता हैं. सामान्य बात करने के लिए थंडी रोलेड शीट पाइप रोलिंग के लिए इस्तेमाल किया जा सकता है. उत्पादन मानक: GB / t- , GB / t- , इत्यादि.
फ़ॉर्म करने से पहले स्ट्रिप स्ट्रिप स्ट्रिप स्थिर होता है, स्थिर होता है, स्थिर होता है, स्थिर होता है, साफ स्व
The diameter of thick wall coiled pipe is usually higher than dn. गाढ़ी दीवार कोलिल पाइप कभी कभी दो वेल्ड है। यह होने का कारण है कि मुख्यभाग क्रमशास्त्र और उपकरण प्रोसेसिंग के समस्या के कारण. ग्राहक द्वारा आवश्यक वेल्ड पाइप की चौड़ाई के साथ स्टील प्लेट स्टील प्लेट स्टील प्लेट द्वारा उत्पन्न नहीं है, तो दो प्लेट स्वीड करन
जिनोटेपदीवार में से % मोटी होगी और मीमी से अधिक नहीं होगी।
प्रीहार्टिंग का मुख्य उद्देश्य है कि वेल्डेड जोड़ियों और प्रीहार्ट तापमान का शोमगाड़ दर कम करना है। जैसा तालिका से देखा जाता है, प्रीगर्मिंग शोमगाड़ दर को कम कर सकता है, लेकिन मूलभूत रूप से उच्च तापमान में खर्च किया जाता समय Therefore, when welding thick wall coils with hardening trend, the main technical measure to reduce the cooling rate and hardening trend is preheating rather than increasing the line energy. Name
प्रीहार्टिंग का मुख्य उद्देश्य है कि वेल्डेड जोड़ियों और प्रीहार्ट तापमान का शोमगाड़ दर कम करना है। जैसा तालिका से देखा जाता है, प्रीगर्मिंग शोमगाड़ दर को कम कर सकता है, when welding thick wall coils with hardening trend, the main technical measure to reduce the cooling rate and hardening trend is preheating rather than increasing the line energy. Name